In CNC machining, both tapping and thread milling are common methods to create internal threads. However, under certain high-precision conditions, tapping may no longer be suitable. One key situation is when a threaded hole must meet both tight diameter tolerance (below ±0.005 mm) and geometric tolerances such as true position or coaxiality.
Why Is Tapping Sometimes Not Suitable?
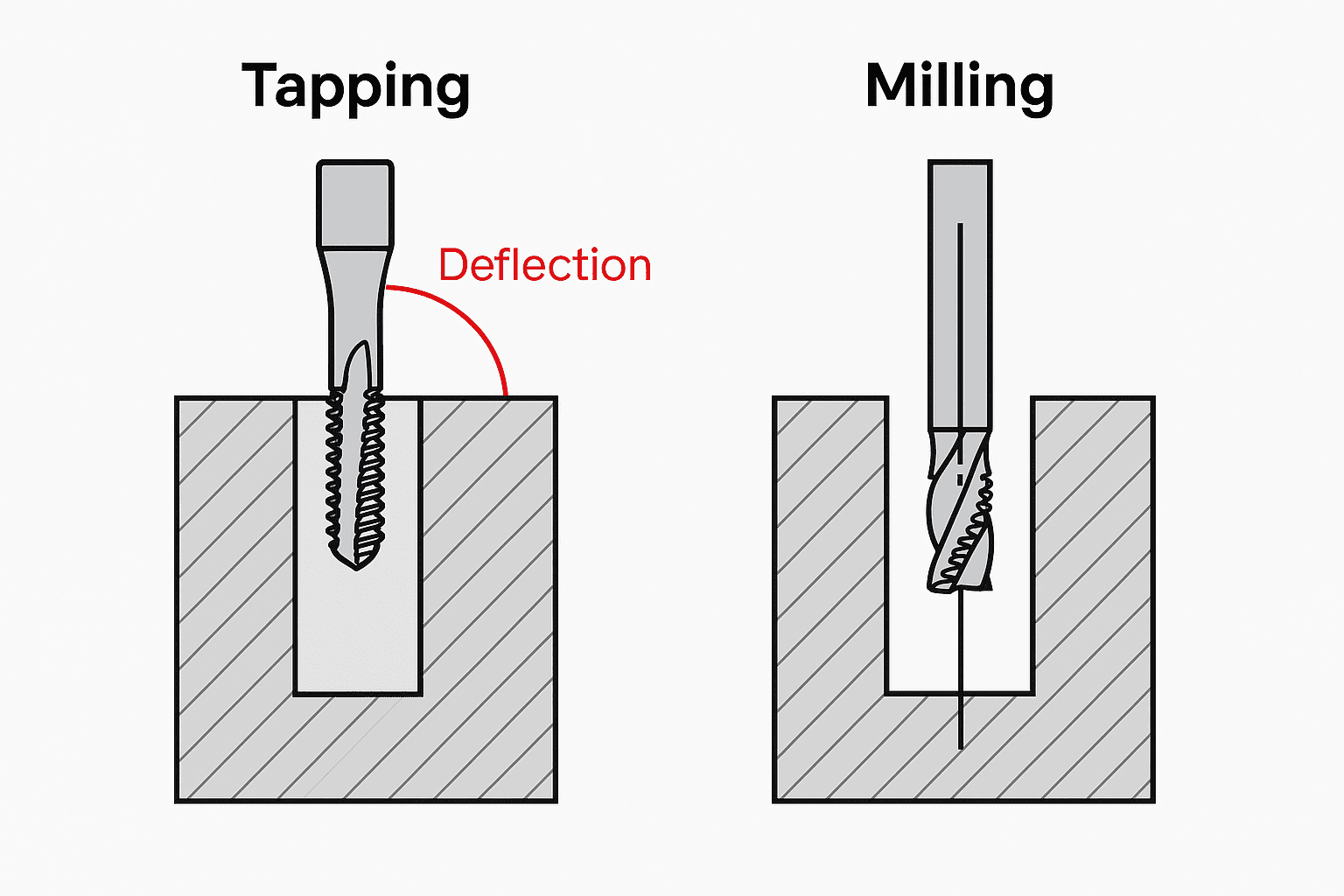
During the tapping process, the tap tool—particularly the trailing end (often called the tap’s “drill point”)—may deflect due to its relatively low rigidity. Even with high-quality rigid tapping systems, the inherent structure of the tap limits its ability to maintain axial accuracy during deep or small-diameter threading. For example:
– In a hole with a depth of 10 mm, deflection may reach 0.02 mm
– At a depth of 20 mm, deflection could increase up to 0.04 mm
This small but critical deflection causes the actual thread axis to shift from the intended location, making it nearly impossible to meet geometric tolerances such as true position, coaxiality, or perpendicularity when required.
Why Is Milling a Better Choice for Critical Holes?
Thread milling—whether performed with a single-point cutter or multi-tooth tool—offers significantly better control over thread geometry and position. Since the thread is progressively cut along a programmed helical path, there is:
– Minimal tool deflection, even at greater depths
– Accurate control of the thread center
– Better chip evacuation and surface quality
– The ability to compensate for slight tool wear via CNC program adjustments
Thread milling also produces threads that are typically cleaner and more consistent in terms of both profile shape and location accuracy, which is essential for parts requiring assembly precision.
How Surface Roughness Affects Positional Accuracy
An often-overlooked factor is the impact of surface roughness (Ra) on positional tolerance. Tapping can result in a rougher internal surface, especially as the tap wears or chips accumulate in deep holes. Poor surface quality leads to irregularities in the thread flanks, which causes:
– Inconsistent functional thread centerline
– Irregular thread engagement
– Increased variation in bolt seating and torque transmission
When geometric tolerances are defined in the drawing (such as true position within 0.01 mm), surface-induced errors can accumulate and cause functional failure during assembly. In contrast, thread milling typically results in superior surface finishes, preserving both dimension and geometry.
Conclusion
You should avoid tapping and use thread milling when:
– Geometric tolerances (true position, perpendicularity) are specified
– Hole depth is significant relative to diameter
– Thread diameter tolerance is tighter than ±0.005 mm
– High surface quality is necessary for performance or sealing
– The thread plays a critical role in alignment or structural fit
Tapping remains a fast and economical solution for non-critical features. However, for precision assemblies, tight-tolerance holes, or deep threads, thread milling provides the stability, repeatability, and quality control required in high-end CNC machining applications.