Contents
hide
Multi-Step Processing Requirements and Risks
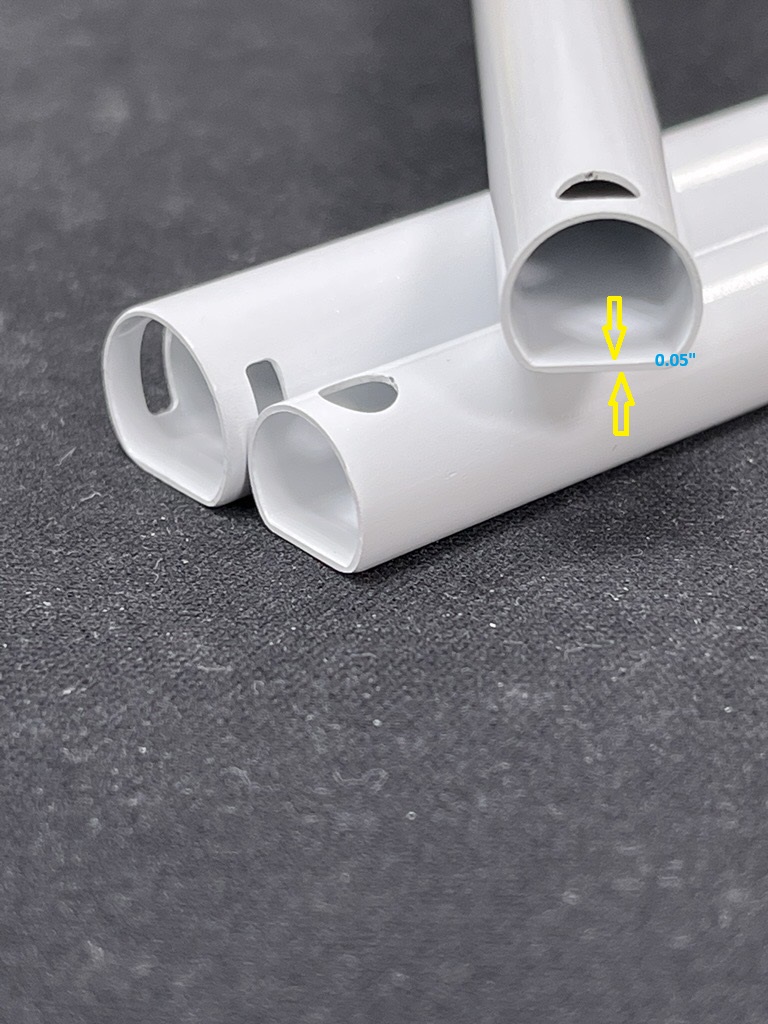
Due to the extremely thin wall thickness (0.020 inches) and complex shape of the aluminum extrusion tube, achieving the final dimensions typically requires:
- Incremental Reduction: The process must be completed in multiple steps, gradually approaching the final dimensions.
- Intermediate Annealing: This step is needed to release internal stresses and restore ductility.
However, each processing step can increase the risk of defects, particularly due to the following issues:
Thin-Wall Issues
(1) Extremely Thin Wall (0.020 inches)
- Tensile Stress Problems: During the cold drawing process, the material must withstand tensile stress. When the wall thickness is too thin, the material is prone to buckling or tearing.
- Stress Concentration Problems: The thin-walled structure in irregular-shaped tubes leads to uneven stress distribution, making certain areas (e.g., bends or irregular sections) more susceptible to failure.
(2) Difficulty in Maintaining Uniformity
- Cross-Section Flow Issues: Cold drawing requires the material to flow evenly through the die. However, thin-walled designs can cause uneven thickness distribution, resulting in wall thickness deviations or localized deformation.
- Cumulative Effects: Each processing step can magnify previous thickness deviations. Even with intermediate annealing, the defects may not be fully resolved, further increasing the risk of defects in subsequent steps.

Irregular Geometry Issues
(1) Asymmetrical Shapes
- Uneven Resistance: The irregular shape of the tube leads to uneven material flow resistance during cold drawing:
- Areas with lower resistance may be overstretched, resulting in excessively thin dimensions.
- Areas with higher resistance may not be adequately drawn, failing to meet specifications.
- Surface Quality Issues: Uneven material flow can lead to surface defects or drawing marks.
(2) Sharp Corners and Small Radii (e.g., R.232 and R.16)
- Stress Concentration: Sharp corners and small radii tend to form stress concentration points during cold drawing, increasing the risk of cracking or localized deformation.
- Manufacturability: Material at sharp corners may not flow sufficiently, making it difficult to pass through the die consistently, further increasing the likelihood of processing failures.

Conclusion and Recommendations
In the cold drawing process for this thin-walled and irregular-shaped tube:
- Each processing step (incremental reduction and intermediate annealing) adds cumulative risks, such as uneven wall thickness, stress concentration, or cracking.
- The primary challenges stem from the combination of thin-wall structure and irregular geometry, which amplify the difficulties.
Proposed Solutions
-
Design Improvements:
- Relax wall thickness requirements (e.g., increase to 0.030 inches or more) to enhance processing stability.
- Reduce sharp corners and small radii to simplify geometry.
-
Alternative Processes:
- Explore welding or roll-forming techniques as substitutes for cold drawing to mitigate cumulative risks from multiple steps.
-
Material Selection:
- If the application allows, choose materials with higher ductility (e.g., pure aluminum or 5000-series alloys) to improve the success rate of cold drawing.